Mến chào tất cả các bạn nhé, trong bài viết trước chúng ta đã được giới thiệu sơ lược về các phương pháp gia công đặc biệt rồi đúng không nào. Nếu bạn nào chưa tham khảo bài viết trước thì có thể xem lại tại đây nhé. Và trong bài viết này chúng ta sẽ cùng nhau phân tích chi tiết về phương pháp gia công bằng siêu âm, là một trong các PPGCĐB được sử dụng hiện nay. Trong bài viết chúng ta sẽ cùng nhau tham khảo về gia công siêu âm là gì ? Nguyên lý làm việc của gia công bằng siêu âm ? Các cơ sở lý thuyết của chúng ? Các thông số công nghệ cũng như một số kiến thức liên quan khác. Thông qua đó chúng ta sẽ có thêm thông tin trong việc học tập và làm việc sau này nhé.
Đây là bài viết chia sẻ kiến thức, bên mình không kinh doanh mặt hàng này. Vui lòng không gọi điện, nhắn tin hỏi hàng. Xin cám ơn !
Tóm tắt bài viết
Gia công siêu âm là gì ?
Gia công siêu âm là truyền dao động vào cùng cần cắt trên chi tiết gia công với tần số siêu âm. Dao động này sẽ va đập vào hạt mài và sau đó hạt mài sẽ va đập vào vùng cắt tạo nên bề mặt gia công. Dành cho những bạn nào chưa biết thì sóng siêu âm là sóng đàn hồi có tần số nằm trong khoảng 20kHz ÷ 1GHz. Tuy nhiên khi chúng ta dùng để gia công thì chỉ cần dùng tần số trong khoảng 15÷30kHz. Các loại máy siêu âm thường dùng để gia công các loại chi tiết chế tạo từ vật liệu cứng và giòn như thủy tinh, gốm sứ, đá, germani, hợp kim cứng, kim cương,…
Nguyên lý hoạt động của gia công bằng siêu âm:
Khái quát chung:
Gia công bằng siêu âm các vật thể rắn chủ yếu là ứng dụng sự tán sắc của sóng siêu âm. Ứng dụng sự cọ sát cơ học của môi trường hai pha để tạo nên tác dụng gia công. Ví dụ trong một môi trường chất lỏng có tồn tại chất rắn có sợi xốp. Dưới tác dụng của sóng siêu âm có tần số trung bình thì các phân tử của chất lỏng sẽ chuyển động theo đúng chuyển động của âm trường, còn phân tử của chất sợi thì đứng yên. Sau đó do tác dụng cọ sát của chất lỏng, có những phân tử nhỏ rơi rụng từ các vật thể rắn. Chúng ta có thể tăng cường lực tác dụng lên nó bằng cách rắc thêm bột thạch anh mịn như là một pha thứ 3. Các bột thạch anh cứng, sắc cạnh và lơ lửng sẽ chuyển động theo âm trường và chất lỏng với mức độ chuyển động nhiều hay ít tương ứng với kích thước của chúng. Trong quá trình chuyển động thì chúng gọt giũa lên vật thể rắn cần gia công.
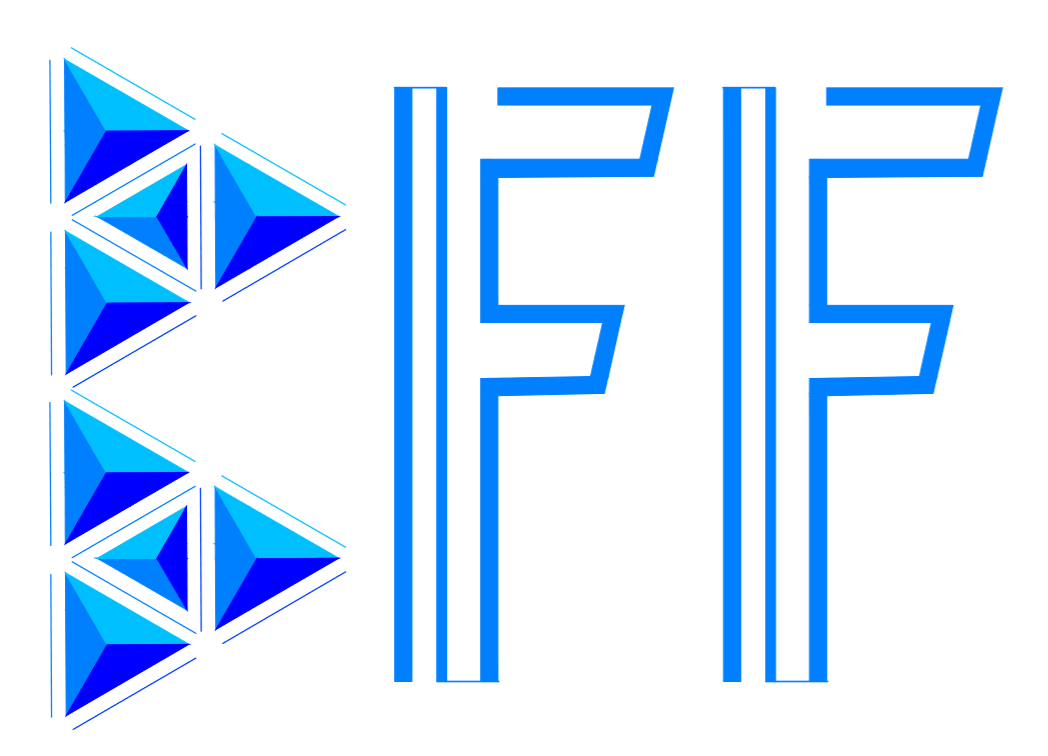
Nguyên lý gia công tổng quát của gia công siêu âm:
Dao động có tần số từ 18÷30kHz sẽ được máy phát siêu âm (6) truyền đến bộ biến từ (5). Tại đây dao động này sẽ biến thành dao động cơ có cùng tần số và biên độ trong khoảng 5÷10 μm. Và để có thể nhận được biên độ dao động cần thiết cho việc gia công từ 30÷80 μm ta cần phải có thanh truyền (4) đặt sau bộ biến từ (5). Dụng cụ (3) có hình dạng theo yêu cầu gia công được lắp vào đầu của thanh truyền (4). Dung dịch hạt mài (7) được đưa vào vùng gia công ở phía đầu dụng cụ. Tổng hợp chuyển động (2) được gá lên bàn máy (1) có thể thực hiện chuyển động theo hai phương thẳng đứng do đầu máy thực hiện.
Khi chi tiết gia công cố định ta có thể gia công được lỗ hoặc lỗ không thông, lỗ định hình dạng cong, cắt rảnh, cắt đứt,…Nếu chúng ta cung cấp cho phôi hay dụng cụ một chuyển động phụ thì ta có thể thực hiện được các nguyên công như mài, phai, tiện, cắt đứt,…Quan trọng hơn hết là để có thê gia công được bằng siêu âm ta cần phải có máy phát siêu âm. Siêu âm được dẫn vào đầu biến từ để tạo nên các dao động cơ học có biên độ cần thiết. Thiết bị này làm việc trên cơ sở sự thay đổi chiều dài của một số kim loại (hiện tượng co ngắn nhiễm từ) như sắt, nikel, cobal và các hợp kim của chúng dưới tác động của điện trường hoặc từ trường. Hiện tượng này được gọi là từ ảo và đầu biến từ là thành phần chủ yếu trong máy gia công bằng siêu âm.
Nguyên lý làm việc của đầu biến từ:

Dòng điện có tần số cao của máy phát siêu âm được đưa vào cuộn dây kích thích (2) tạo nên từ trường thay đổi có cùng tần số tác động vào lõi (1) của bộ rung động. Lõi (1) được chế tạo từ các tấm kim loại có từ tính giảo, và để sử dụng được đặc tính từ giảo tốt hơn ta tạo thêm một từ trường không đổi bằng hai cuộn dây từ hóa (4) được lắp trên lõi từ (3). Dao động dọc xuất hiện do từ giảo trong bộ rung động có biên độ trong khoảng 5÷10 μm được truyền qua thanh truyền (6). Thanh này được lắp giữa hai vòng kẹp (5) có nhiệm vụ khuếch đại biên độ dao động lên giá trị cần thiết là 30÷80 μm và truyền đến dụng cụ (7) lắp ở cuối thanh truyền.
Dung dịch mài sẽ được đưa vào giữa mặt dụng cụ cắt (7) và chi tiết gia công (8). Nó sẽ chuyển động với tần số cao tạo ra va đập và lấy đi lượng kim loại trên bề mặt chi tiết cần gia công. Các dạng hạt mài thường dùng là carbid bo, carbid silic, corun, kim cương có kích thước từ 280÷400. Chất lỏng mang hạt mài có dạng huyền phù có thể là nước, dầu lửa, dầu công nghiệp được đưa vào cung gia công dưới dạng tưới. Trong trường hợp chúng ta cần gia công lỗ sâu hơn 5mm thì cần dùng đến dung dịch có áp suất đưa qua lỗ được hình thành bên trong dụng cụ hoặc chi tiết gia công. Vật liệu dụng cụ thường dùng là thép 45, 40Cr, Y8A, Y10A, …Khi gia công hợp kim cứng, năng suất có thể đạt 200mm3lf, độ nhám có thể đạt 0,16<Ra<0,32μm.
Cơ sở lý thuyết của gia công bằng siêu âm:
Các khái niệm cơ bản:
- Nguồn âm: là một vật đàn hồi hay nói một cách chính xác hơn là một môi trường đàn hồi có thể tạo ra hoặc truyền dao động vào môi trường tiếp xúc với nó.
- Âm lượng: là công suất âm tính trên đơn vị diện tích bề mặt (erg/s.cm2 = 0,0000007 W/cm2).
- Áp suất âm: là áp suất sinh ra trong môi trường do sự dao động âm (dyn/cm2 = bar)
- Cường độ âm: là một thông số vật lý do âm lượng và áp suất xác định (phôn). Âm thanh mà tai ta nghe được có tần số trong khoảng 20Hz÷15kHz. Âm có tần số dưới 20Hz được gọi là âm hồng ngoại, âm trên 16kHz gọi là siêu âm. Âm có cường độ trên 140 phôn gọi là siêu cao âm.

Nguồn phát dao động ở vùng siêu âm được khảo sát với tính cách là nguồn âm. Cơ chế kích thích dao động không ảnh hưởng đến xác suất xuất hiện của dao động, xác suất này chỉ phụ thuộc vào năng lượng của nguồn âm và tính đàn hồi của môi trường dao động. Vì mỗi nguồn âm đều có thể dùng để kích thích ra siêu âm nếu âm lượng của nó giảm đến mức thích hợp.
Các yêu cầu đối với nguồn âm là:
- Có khả năng hòa âm.
- Âm lượng có thể biến đổi.
- Ổn định.
- Khả năng phát sóng tốt.
- Có tần số thích hợp.
- Công suất lớn.
Trong kỹ thuật siêu âm, thông thường tác dụng vật lý của dòng điện được dùng để kích thích dao động. Với quy trình thuận là biến dao động điện thành dao động cơ và quy trình nghịch thì ngược lại. Như vậy thiết bị chuyển đổi không chỉ được dùng như nguồn âm mà còn được sử dụng như bộ thu âm. Công việc quan trọng nhất là phải lựa chọn chính xác những nguyên lý và phương tiện để có thể làm ra bộ phát âm có hiệu suất cao, công suất lớn, dãy tần số phát âm rộng.
Các thiết bị gia công sử dụng công nghệ chế tạo máy chủ yếu hoạt động với máy phát dùng từ giảo làm nguồn phát dao động, chỉ thỉnh thoảng mới dùng đến điện giảo. Chính vì thế mà trong phần này và cả phần sau chúng ta chỉ để cập nhiều đến từ giảo thôi nhé.
Hiện tượng từ giảo là gì ?
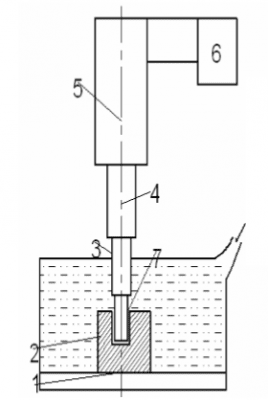
Hiện tượng từ giảo là một hiện tượng mà một thanh hoặc một ống làm bằng vật liệu từ đặt trong từ trường song song với trục dọc của nó thì chiều dài của nó bị biến đổi. Chúng ta có thể xác định được sự biến đổi kích thước của vật sắt từ do tác dụng của từ giảo bằng các biểu thức quan hệ với tính chất cơ học và từ tính.
Chúng ta có thể tham khảo sự biến đổi chiều dài tương đối phụ thuộc như thế nào vào cường độ từ trường thông qua sơ đồ dưới đây.

Ta có thể quan sát trên đồ thị cho thấy trị số dương chỉ sự giãn dài và trị số âm chỉ độ co rút. Hiệu ứng từ giảo sẽ không những gây biến đổi kích thước chiều dài mà còn gây nên biến đổi thể tích với cường độ từ trường nhỏ. Thông thường ta sẽ lợi dụng hiện tượng này để tạo ra siêu âm.
Nếu ta đặt một thanh sắt từ vào trong một cuộn dây có từ trường xoay chiều thì chiều dài thanh sắt sẽ biến đổi với hai lần tần số. Ta có thể thấy điều đó qua hiện tượng biến đổi kích thước độc lập với hướng của từ trường. Hiện tượng sẽ khác đi nếu ngoài từ trường xoay chiều còn có từ trường một chiều mạnh – chúng được gọi là từ hóa đồng thời. Trong trường hợp này dòng điện không đổi chiều mà chỉ có biến đổi biên độ. Sự biến đổi kích thước dao động sẽ bằng tần số của dòng điện.
Sự ăn mòn xâm thực:
Nếu chúng ta phóng siêu âm qua một chất lỏng thì trong đó sẽ phát sinh một áp lực cục bộ. Với âm lượng thích hợp thì có thể tạo ra sự biến đổi áp lực làm tăng nội ứng suất lớn đến mức làm mất đi sự liên kết của các phân tử chất lỏng và làm chúng bị phá hủy. Chúng ta có thể quan sát hiện tượng này thông qua những bột khí và chúng được gọi là bọt khí xâm thực. Chúng chỉ tồn tại trong một thời gian rất ngắn và khi chúng vỡ ra có thể tạo ra một áp lực cục bộ tận 1000atm. Chúng ta có thể thấy người ta thường lợi dụng hiện tượng này để thực hiện các công việc như làm sạch chi tiết, đánh sạch rỉ, xúc tiến nhanh các quá trình hóa học.
Tác dụng cơ học:
Khi phân tích tác dụng của siêu âm đối với môi trường mang siêu âm người ta đã liên tưởng đến quá trình cọ sát cơ học nào đó. Âm trường có thể kích thích dao động của những phần tử nhỏ, rắn trong môi trường có trọng lượng riêng khác nhau và khác với môi trường. Những phần tử nhỏ này khi chuyển động với khối lượng quán tính sẽ cọ sát với các phần tử lớn hơn đang đứng yên. Và sự cọ sát này làm nảy sinh tác dụng cọ sát đặc trưng bằng siêu âm.
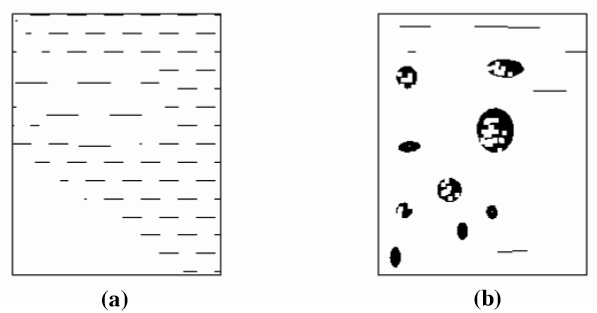
(a) Những phần tử nhỏ chuyển động theo âm trường
(b) Những phần tử lớn hơn chuyển động chậm hơn
Quan sát vào hình (a) ta có thể thấy rằng các phân tử nhỏ lơ lửng trong âm trường siêu âm và chúng chuyển động theo đúng âm lượng quy định. Chính vì thế mà ta thấy được những vệt nằm ngang. Trong khi đó nhìn vào hình (b) ta thấy rằng có cả phân tử nhỏ và phân tử lớn, tuy nhiên phân tử lớn thì không hoàn toàn theo sự chuyển động của âm trường. Hình chụp cho ta thấy có duy nhất một chấm có hình tròn hoàn toàn, có nghĩa là thực tế thì chấm này không di chuyển.
Tùy vào tính chất, ma sát trong hai môi trường, kích cỡ của các phân tử nhỏ, sự đồng nhất về kích thước của các phân tử nhỏ,…mà ta sẽ có nhóm hiện tượng khác nhau. Và hệ quả của chúng là tạo ra sự hóa động, sự chuyển thể và sự phân tán do tác dụng của siêu âm hay còn gọi là tán sắc.
Thiết bị và dụng cụ gia công siêu âm:
Thông thường thì một máy siêu âm sẽ bao gồm các bộ phận chính như:
- Đầu từ giảo
- Cơ cấu mang dụng cụ cắt
- Cơ cấu cấp hạt mài
- Bộ tạo sóng
Cụ thể thì mình sẽ cung cấp cho các bạn một sơ đồ về máy gia công siêu âm để các bạn dễ hình dung hơn nhé.
 Trong đó:
Trong đó:
- 1 là dụng cụ cắt
- 2 là đầu nối
- 3 là đầu từ giảo
- 4 là vỏ máy
Đặc điểm của từng bộ phận:
- Bên dưới dụng cụ thường sẽ có bàn máy, mặt đáy của bồn chứa dung dịch hạt mài và một số phụ kiện khác.
- Dụng cụ: sẽ có nhiều hình dạng và kích thước khác nhau tùy vào nhu cầu của chúng ta. Tuy nhiên thông thường sử dụng nhiều nhất vẫn là dụng cụ có biên dạng gần giống với biên dạng chi tiết cần gia công. Vật liệu làm dụng cụ thường là thép 45, Y8A, Y10A,…
- Đầu nối: là phần dùng để kết nối giữa thanh truyền sóng và dụng cụ. Chúng được chế tạo đặc biệt sao cho lắp được các dụng cụ vào thanh truyền sóng.
- Thanh truyền sóng: là bộ phận truyền giao động từ giảo cho dụng cụ.
Một vấn đề mà người ta hết sức quan tâm đó để đạt được âm lượng lớn thì nhiệt lượng sinh ra trong quá trình làm việc ở đầu từ giảo là rất lớn. Chính vì thế chúng ta cần giải quyết chúng bằng cách thổi gió hoặc luân chuyển dòng chất lỏng. Ta có thể tăng âm lượng bằng cách điều chỉnh tần số và biên độ. Tuy nhiên chúng ta thường điều chỉnh bằng biên độ mà không phải là tần số vì việc này sẽ bị giới hạn bởi các yếu tố sau:
- Tác dụng siêu âm tốt nhất sẽ vào khoảng 20kHz
- Trường hợp sinh ra cộng hưởng khi tăng tần số sẽ làm giảm công suất.
Các thông số công nghệ của phương pháp gia công siêu âm:
Các thông số chủ yếu của gia công siêu âm bao gồm: năng suất, chất lượng bề mặt, độ chính xác gia công, độ mòn của dụng cụ. Trong số đó thì có một số thông số liên quan và chịu ảnh hưởng lẫn nhau.
Tốc độ cắt:
Để có thể xác định được tốc độ cắt thì ta dựa vào công thức sau:

Bước tiến gia công:
Để tách từng hạt vật liệu ra khỏi chi tiết cần gia công thì cần phải có một bước tiến S nào đó. Đại lượng S sẽ phụ thuộc vào nhiều thành phần như cường độ siêu âm, tần số và biên độ tâm dao động, vật liệu có kích thước Dh tích trữ năng lượng liên kết elk.
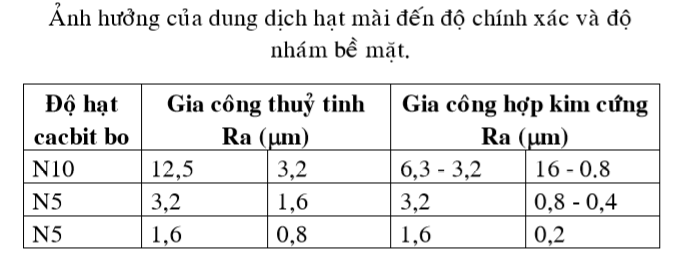
Dung dịch và hạt mài:
Dung dịch và hạt mài cũng là các nhân tố quan trọng và có tác dụng trực tiếp gia công vật liệu. Để có được năng suất cao thì ta thường dùng hạt mài dạng cacbit bo. Trong khi đó chất lỏng huyền phù thường dùng là nước, dầu ma dút, dầu hỏa, cồn, dầu máy, dầu gai,…Chúng góp phần rất lớn đến độ chính xác và độ nhám của chi tiết sau gia công.
Năng suất gia công:
Năng suất gia công siêu âm ta có thể xác định bằng các thông số như:
- e: tốc độ tiến dụng cụ (mm/phút)
- Vd: khối lượng vật liệu lấy đi trong 1 đơn vị thời gian
- v: là một thông số được xác định trên cơ sở thể tích của phôi
Năng suất còn phụ thuộc vào độ sâu gia công và mặt cắt ngang của dụng cụ. Chính vì thế mà Vd và e để đánh giá năng suất thì cần phải nếu rỏ năng suất đó là đạt được với độ sâu là bao nhiêu và dụng cụ có pro-phin mặt cắt gì.
- Trường hợp gia công lỗ có đáy không sâu, tốc độ tiến dao trung bình (không kể đến việc nâng dụng cụ lên), ta có công thức:

- Trường hợp gia công lỗ sâu có đáy, tốc độ tiến dao trung bình (có kể đến việc nâng dụng cụ lên), ta có công thức:

- Thể tích vật liệu bị lấy đi trong một thời gian trong trường hợp đặc biệt là:

- Trường hợp chúng ta gia công lỗ thông, với dụng cụ hình xuyến, thông số năng suất đặc trưng là tốc độ tiến dao e.
- Năng suất trung bình là thể tích vật liệu trung bình được lấy đi trong một đơn vị thời gian và được tính trên diện tích làm việc của dụng cụ:

- So sánh phoi với độ mòn dụng cụ:

Các yếu tố khác ảnh hưởng đến năng suất:
Bên cạnh đó thì năng suất còn bị ảnh hưởng bởi một số yếu tố như:
- Biên độ và tần số dao động
- Tính chất cơ lý của vật liệu cần gia công
- Phụ tải giữa dụng cụ và vật liệu cần gia công
- Loại bột mài và nồng độ nhũ tương của bột mài
- Cách cho nhũ tương vào bột mài
- Tiết diện dụng cụ
- Vật liệu làm dụng cụ và độ mòn của nó
- Độ sâu của lỗ
Chất lượng bề mặt gia công:
Thực tế cho đến ngày nay thì người ta chỉ chứng minh được chất lượng bề mặt gia công sẽ chỉ phụ thuộc vào độ nhám bề mặt. Và trong khi đó độ nhám bề mặt sẽ phụ thuộc vào các yếu tố sau:
- Kích thước hạt mài
- Tính chất cơ lý của vật liệu gia công
- Biên độ dao động của dụng cụ
- Độ nhám dụng cụ
- Chất lỏng chứa bột mài
Biên độ dao động tăng thì khả năng độ sâu thâm nhập của hạt sẽ tăng. Ta ví dụ vật liệu gia công là thủy tinh, nếu biên độ biến thiên từ 38÷8 μm thì biên biên độ sẽ nằm trong khoảng 32÷20 μm.
Để có thể giảm Rmax ta có thể thay thế nước bằng dầu, tuy nhiên chúng ta cần lưu ý là không sử dụng trong trường hợp gia công cần độ nhám cao. Như thế năng suất sẽ giảm xuống gấp bội lần, điều kiện bổ sung và luân chuyển của vật liệu đánh bóng cũng xấu đi.
Độ chính xác gia công:
Đối với các vật liệu rắn và giòn gia công bằng siêu âm sẽ phụ thuộc vào nhiều yếu tố, tuy nhiên chúng ta sẽ có 2 nhóm như sau:
Phụ thuộc vào thiết bị và độ chính xác điều chỉnh máy:
- Độ chính xác của thiết bị phụ thuộc vào sai số trong chuyển động tịnh tiến của dụng cụ và sự điều chỉnh đầu dao động so với bàn máy.
- Sự ăn khớp và độ đồng trục của các bộ phận của đầu từ giảo tạo dao động, bộ phận nối, dụng cụ.
- Độ chính xác của các cơ cấu dùng để đều chỉnh chi tiết.
- Độ chính xác vị trí tương đối giữa dụng cụ và chi tiết gia công.
Phụ thuộc vào đặc tính công nghệ:
- Kích cỡ hạt mài
- Sự ổn định của khe hỡ giữa dụng cụ và vạt cần gia công
- Độ mòn của dụng cụ.
- Hình dáng hình học của dụng cụ
- Độ sâu gia công
Đối với gia công lỗ, người ta phân ra gia công lỗ thông và không thông. Độ chính xác trong trường hợp này sẽ đạt cấp 2÷3, độ bóng bề mặt đạt cấp 8÷9.
Độ chính xác gia công lỗ thông:
Khi gia công lỗ thông chúng ta sẽ phụ thuộc vào các yếu tố như:
- Độ chính xác chế tạo dụng cụ
- Độ chính xác chép hình của dụng cụ
- Dao động có hại thẳng góc với trục dọc của dụng cụ
Với các lỗ dạng côn hay có bậc thì ngoài 3 yếu tố trên ra thì độ mòn của dụng cụ cũng tác động không nhỏ đến độ chính xác.
Độ chính xác gia công lỗ không thông:
- Độ mòn dụng cụ
- Độ côn cũng như sai lệch hình dáng của dụng cụ đều sao chép sang bề mặt gia công. Vật liệu có chịu mài mòn hay không
- Chỉ thực hiện được phương pháp gần đúng, phải thay dụng cụ nhiều lần và dụng cụ phải làm bằng vật liệu chịu mòn
- Nếu gia công lỗ có đáy trên mặt vật liệu khó gia công thì đáy lỗ sẽ bị lồi.
Lời kết:
Trên đây là các thông tin và kiến thức liên quan đến phương pháp gia công bằng siêu âm. Hy vọng sẽ có ích cho các bạn trong quá trình tìm hiểu và muốn trang bị. Các thông tin và kiến thức trong bài viết được mình tổng hợp từ các trang mạng và thể hiện một cách đơn giản nhất để các bạn có thể dễ hiểu hơn. Vì là tự tổng hợp nên sẽ có sai sót, rất mong các bạn thông cảm.
Website: thietbicambien.vn – congnghedoluong.com
Các bạn lưu ý giúp mình đây là bài viết chia sẻ kiến thức, bên mình không kinh doanh mặt hàng này. Xin cám ơn !